|
+7 812 718-4090
|
Внимание! Вы находитесь на архивной версии сайта компании «Практическая Механика»!
Эта версия сайта перестала использоваться 31 мая 2022 года. Новый сайт компании — prmeh.ru.
|
|
ЦентровкаЛазерная геометрическая выверка и контроль положения оборудования — это процесс коррекции положения механизмов, агрегатов и их отдельных частей относительно друг друга и поверхностей помещений в соответствие с требуемыми нормами и допусками. Лазерная геометрическая выверка выполняется с целью минимизировать паразитные силы, возникающие в механизмах и ведущие к их преждевременному выходу из строя. Существуют различные нарушения положения оборудования:
Геометрические нарушения положения оборудования являются одним из самых наиболее распространенных дефектов, обычно приводящим к резкому увеличению вибрации большой мощности. Повышенная вибрация приводит к увеличению нагрузки на подшипники оборудования, изменяет режим работы и приводит к их ускоренному разрушению. Кроме того, в ряде случаев, повышенная вибрация негативно сказывается на качестве выпускаемой продукции и может служить причиной разрушения несущих конструкций, анкеров или фундамента агрегатов. Удвоение нагрузки в восемь раз (!) снижает срок службы подшипника. Это видно из приведенной здесь формулы расчета ресурса подшипника:
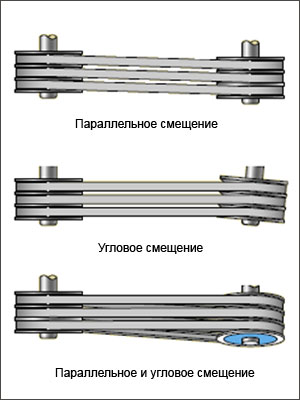
L10 — номинальный ресурс подшипника, млн. оборотов; Отдел технического сервиса ООО «Практическая Механика» обладает высокоточными лазерными системами ведущих мировых производителей для проведения геометрической выверки (центровка валов, валопроводов, шкивов, контроль параллельности, плоскостности, перпендикулярности и других геометрических параметров, определение компенсирующих поправок теплового сдвига агрегатов) промышленного оборудования любой сложности. Центровка горизонтальных и вертикальных валов Лазерная центровка шкивов и контроль натяжения ремней Основная причина отказов ременных передач — перекосы, параллельное смещение шкивов. Несоосность приводит к износу шкивов и ремней, а также является источником повышенных вибрации и шума. Повышенный уровень вибрации может также быть причиной преждевременного разрушения подшипника, что ведет к простою оборудования.
Часто допускаемые ошибки при монтаже ременных передач Традиционные методы выверки шкивов — визуальные и с использованием натянутой струны или линейки — простые, но неточные, требующие также большого числа измерений, что сопряжено со значительными временными затратами.
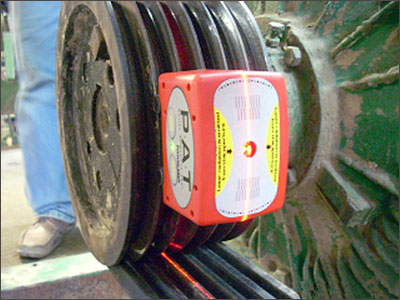
Приборы, используемые инженерами компании «Практическая Механика» обеспечивает выверку шкивов наиболее точным способом — по клиновым ручьям путем крепления измерительных блоков на V-образных установочных элементах с помощью мощных магнитов. С помощью наших приборов выверка шкивов проводится легко и быстро. Контроль натяжения ремней После выверки шкивов необходимо натянуть ремни с требуемым усилием. Для каждого профиля ремня существует строго определенное значение усилия натяжения.
При недостаточном натяжении происходит проскальзывание ремней, появляется повышенная вибрация, что приводит к снижению срока службы ремней на 70%, повышенному износу шкивов и снижает ресурс подшипников. При перенатяжении ремней повышается нагрузка на все элементы ременной передачи, что приводит к ускоренному износу ремней, шкивов и подшипников, ремни быстро растягиваются и требуют дополнительного техобслуживания. По всем вопросам обслуживания промышленного оборудования обращайтесь к сотрудникам одела технического сервиса компании «Практическая Механика»: +7 812 332-3474, tech@prmeh.ru. Другие материалы библиотеки:
|
Официальный дистрибьютор
и торговый партнер крупнейших мировых компаний
|
||||||||||||||||||||||
© 1999-2022 ООО «Практическая Механика». Все права защищены
|
||||||||||||||||||||||||
|
|

|