Внимание! Вы находитесь на архивной версии сайта компании «Практическая Механика»! Эта версия сайта перестала использоваться 31 мая 2022 года. Новый сайт компании — prmeh.ru.
Лазерная центровка валов с помощью высокоточных измерительных систем с использованием калиброванного подкладочного материала — это процесс коррекции положения осей вращающихся элементов механизма относительно друг друга в соответствии с требуемыми нормами и допусками.
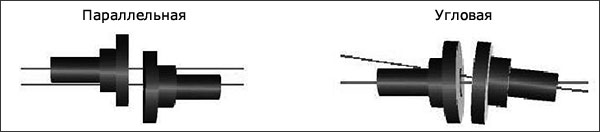
Агрегат регулируется в вертикальной и горизонтальной плоскостях. Несоосность может быть параллельной, угловой, или комбинацией обеих.
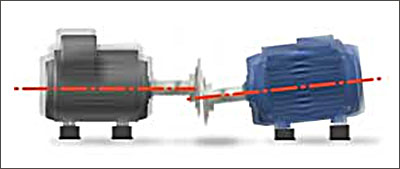
Положение осей элементов механизма до лазерной центровки:
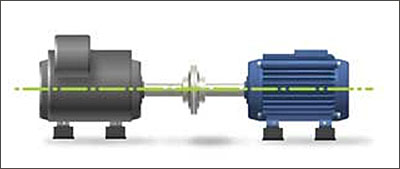
Положение осей элементов механизма после лазерной центровки:
Для центровки валов могут использоваться следующие инструменты:
Работа оборудования с несоосностью валов может привести к:
повышенному уровню вибрации и шума агрегата;
увеличению сил трения и, следовательно, повышению энергопотребления;
регулировка положения агрегатов в вертикальном направлении до получения значений угловой несоосности и параллельного смещения в пределах требуемых допусков;
регулировка положения агрегатов в горизонтальном направлении до получения значений угловой несоосности и параллельного смещения в пределах требуемых допусков;
проведение повторного замера для подтверждения результата.
Составление отчета:
обозначение цели работ;
краткое описание процесса выполненных работ;
подготовка и предоставление графического материала (фотографии, схемы взаиморасположения агрегатов);
приведение численных результатов проведения центровки;
предоставление заключения по выполненным работам;
выработка рекомендаций;
заверка отчета печатью и подписями исполнителей работ.
По всем вопросам обслуживания промышленного оборудования обращайтесь к сотрудникам одела технического сервиса компании «Практическая Механика»: +7 812 332-3474, tech@prmeh.ru.