Внимание! Вы находитесь на архивной версии сайта компании «Практическая Механика»! Эта версия сайта перестала использоваться 31 мая 2022 года. Новый сайт компании — prmeh.ru.
Восстановление резьбы в дефектном резьбовом соединении
При постройке машин и механизмов, сборке агрегатов и узлов всех видов техники разного назначения выполняется большое количество соединений. Широко применяются стандартные типоразмеры резьбовых соединений и профили исполнения резьбы.
Резьбовое соединение предназначено для поддержания постоянной силы прижатия двух деталей друг к другу и скрепления их таким образом. Резьбовые соединения так же могут герметизироваться для предотвращения проникновения каких-либо веществ через отверстие соединения.
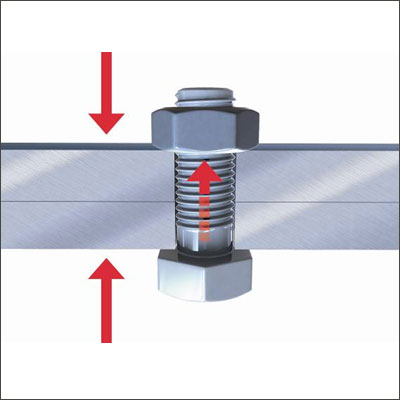
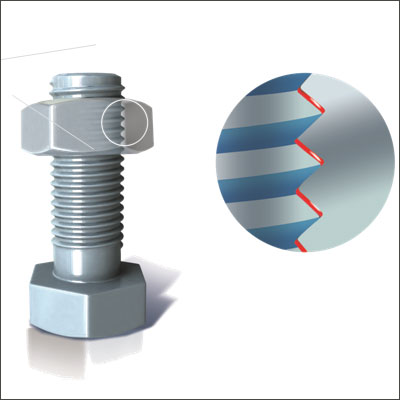
Рассмотрим, как работает резьбовое соединение на примере болт-гайка.
При затяжке с заданным моментом резьбового соединения болт растягивается подобно пружине. Достигается требуемое усилие прижатия соединяемых деталей друг к другу. Усилие прижатия деталей сохраняется за счет трения между головкой болта и деталью и трения в резьбе.
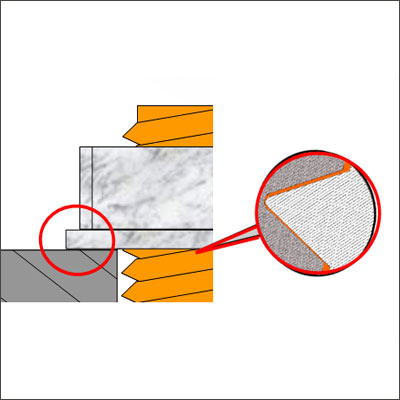
Фактически, только 15% (для поля допуска «g») поверхности площади резьбы соединения имеет контакт, из условия обеспечения возможности сборки узла. Остальная площадь резьбы подвержена действию среды работы соединения.
Частичный контакт нагруженной резьбы и является одной из важных причин поломки или ослабления резьбового соединения. Самоотвинчивание (вибрация, ударные нагрузки), релаксация (проседание, расползание прокладки), различное температурное (циклическое) расширение — все это приводит к ослаблению затяжки болта, нарушения основного назначения резьбового соединения. Кроме этого в резьбе может образовываться коррозия от влаги среды или химическая эрозия, что в свою очередь так же разрушает резьбовое соединение, делает его не разборным или не ремонтнопригодным.
Комплексное решение технологических проблем «жизни» резьбовых соединений — анаэробные составы Loctite® Хенкель.
Анаэробные составы представляют собой однокомпонентные составы жидкой консистенции различной вязкости, способные длительное время оставаться в исходном состоянии и быстро отверждаться в узких зазорах между соединяемыми деталями или в резьбе. Для полимеризации анаэробов необходимо два условия: наличие ионов металла и отсутствие/минимальный контакт с кислородом (воздухом).
Перед сборкой соединения анаэроб наносят на одну из резьбовых поверхностей в количестве, необходимом для заполнения ремонтного зазора «проваленной» или изношенной резьбы.
Чрезмерно большие резьбовые зазоры, негативно влияют на скорость полимеризации. В этом случае или если материалы резьбы не металлические можно применить активатор с содержанием ионов меди.
Преимущества анаэробов — простое нанесение: один состав используется для всех крепежных деталей.
Анаэроб заполняет все пустоты резьбового зазора и при полимеризации превращается в твердую термореактивную пластмассу с особыми свойствами: устойчивостью к вибрации и ударным нагрузкам, гарантированной герметизации соединения, высокой стойкостью к агрессивным средам и коррозии. Как для новых резьбовых соединений, так и для ремонтных соединений обеспечивается надежное предотвращение самоотвинчивания. Для ремонта резьбовых соединений допускаются зазоры до 0,25мм, а в некоторых случаях и большие зазоры.
Наиболее распространены ремонты сложных изделий, так как винты, болты и шпильки проще заменить новыми. Ремонтируются трубные резьбы с учетом их расчетного давления, для нефтепродуктов, природного газа, горячей воды и большинства химических сред. Резьбы могут быть заменены цилиндрическими соединениями типа вал-втулка, при условии, если это допускается технологически: шпильки блока цилиндров могут вклеиваться в блок, опорные штифты и др. Анаэробы позволяют фиксировать при небольшом износе подшипники после проворота, зубчатые колеса, шпонки, с прессовой посадкой и на «горячую», без специальных устройств и в «полевых» условиях. Соединения могут быть разборными и рассчитываются от диаметра резьбы. Подбираются анаэробы слабой или сильной фиксации, для активных металлов (сталь, медь) или пассивных (нержавейка, алюминий, цинковые покрытия и др.).
Анаэробы могут быть в виде стика, густой пасты для нанесений в труднодоступных местах, «потолочных» резьбах. Для собранного изделия при условии длительной сборки, юстировки или наладки может применяться анаэроб с высокими проникающими свойствами, который после сборки наносится на фиксируемый узел, проникает в имеющиеся зазоры резьбы и там полимеризуется. Этим способом можно ремонтировать так же дефекты пористости литья.
Но это история другого рассказа, как и ремонт, и восстановление сильно изношенных узлов и механизмов.
В таблице, которую вы можете скачать в формате PDF,представлены свойства некоторых наиболее широко применяемых резьбовых и вал-втулочных фиксаторов.
С 2015 года ООО «Практическая Механика» является официальным дистрибьютором компании «HENKEL» Подразделения «Промышленные Клеи и Технологии общепромышленного направления».
По всем вопросам, касающимся восстановления резьбы в дефектном резьбовом соединении, а также других ремонтных технологий Loctite, вы можете обратиться ведущему специалисту по технологиям Loctite® и Teroson® Алексею Купчину по телефону +7 812 718-4090 (доб. 122).